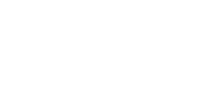
Maschine
CNC-Bearbeitungszentren
Anwendung
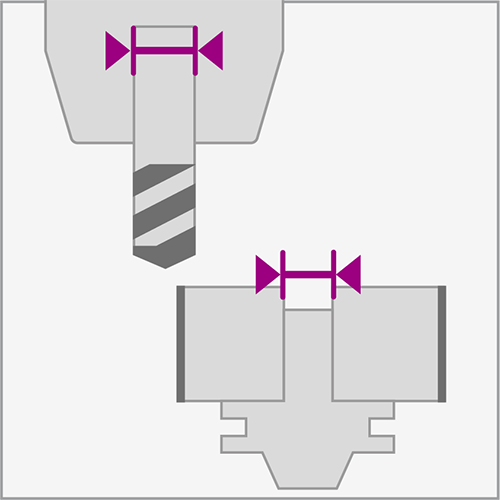
zum Einspannen von Schaftwerkzeugen und gleichzeitiger Späneführung beim Arbeiten
zum Nuten, Fälzen, bei Taschenfräsungen und Trennschnitten sowie zur Optimierung des Fertigungsprozesses z. B. bei Nestinganwendungen
zum Nuten, Fälzen, bei Taschenfräsungen und Trennschnitten sowie zur Optimierung des Fertigungsprozesses z. B. bei Nestinganwendungen
Ausführung
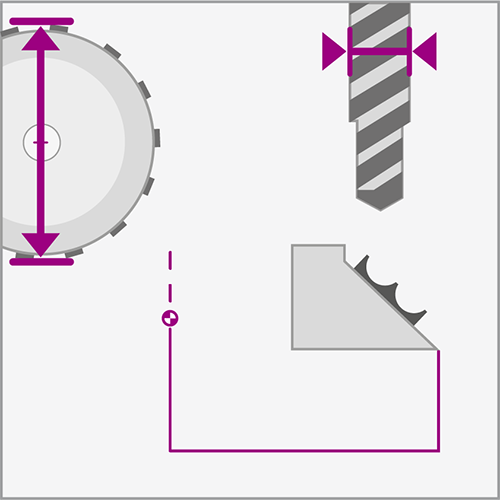
monolithisches Werkzeug-Spannsystem
9-Flügel Ausführung für Bearbeitung von Spanplatte, MDF, OSB, Hartholz, etc.
Werkzeugmontage mittels Hydro-Dehnspanntechnik
Wuchtgüte G<2,5
9-Flügel Ausführung für Bearbeitung von Spanplatte, MDF, OSB, Hartholz, etc.
Werkzeugmontage mittels Hydro-Dehnspanntechnik
Wuchtgüte G<2,5
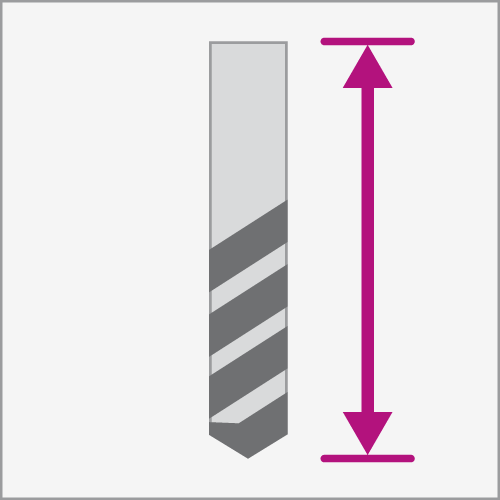
Vorteile
Stoppen des Spänestrahles
Kühlung des Werkzeuges
Reduzierung der Staubmenge
geringerer Aufwand an Reinigung und Wartung
dank Hydro-Dehnspannung Minimierung der Werkzeugrüstzeiten durch schnellen, einfachen Werkzeugwechsel
lange Standwege und gute Schnittqualität durch hohe Rundlaufgenauigkeit
hohe Drehmomentübertragung
Kühlung des Werkzeuges
Reduzierung der Staubmenge
geringerer Aufwand an Reinigung und Wartung
dank Hydro-Dehnspannung Minimierung der Werkzeugrüstzeiten durch schnellen, einfachen Werkzeugwechsel
lange Standwege und gute Schnittqualität durch hohe Rundlaufgenauigkeit
hohe Drehmomentübertragung
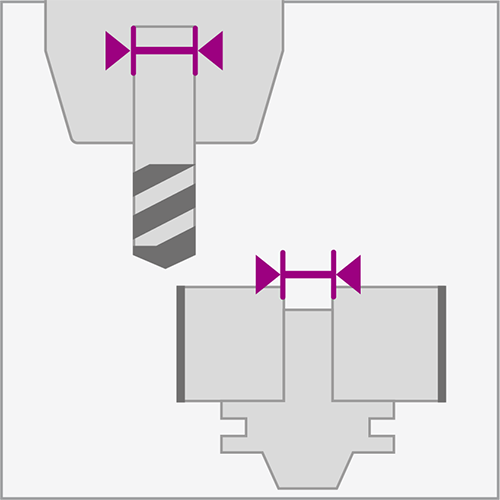
Hinweis
ausreichende Vakuumleistung notwendig
Druckeinleitung mittels Sechskant-Schraubendreher (im Lieferumfang enthalten)
Lieferung mit Anzugsbolzen für Biesse Ident-No. 173641
Anzugsbolzen Ident-No. 169293 für IMA, Maka, Reichenbacher und Weeke muss separat bestellt werden
Informationen in der Betriebsanleitung beachten